AEChase Contributes to Ghana Gas Maintenance Works
When the Ministry of Energy and Green Transition announced the scheduled shutdown of the Atuabo Gas Processing Plant (August 16–30, 2025), many Ghanaians understood its importance: keeping the nation’s key gas facility reliable and efficient.
What many may not know is that AEChase proudly contributed to this crucial project.
Our team was actively involved in supporting the maintenance works at Ghana Gas, helping ensure the plant was properly inspected, repaired, and upgraded. This contribution forms part of our ongoing commitment to Ghana’s energy sector and to delivering solutions that keep vital national infrastructure running smoothly.
The Atuabo Gas Processing Plant plays a central role in powering the country by processing natural gas for several thermal power plants. AEChase is honored to have played a part in the maintenance process that guarantees improved performance, safety, and reliability for years to come.
At AEChase, we believe in showing up where it matters most—working behind the scenes to keep critical projects moving forward.
We are proud to have been part of this national effort.
Images of our men working on the Ghana Gas compressor



COATING & REPAIR WORKS - VENT STACK / SRMS & BLOCK VALVE STATIONS
Pipelines are constantly exposed to the threat of corrosion due to contact with corrosive substances like chemicals, moisture, and gases. Corrosion can compromise the integrity of pipes, leading to leaks and potential accidents. Pipe coating acts as a shield, minimizing the destructive impacts caused by corrosion.
Pipelines are long-term investments designed to operate efficiently over decades. 3LPP Coated Pipe protection plays a crucial role in extending the lifespan of pipes by protecting them against environmental wear and tear. This ensures that pipelines can continue transporting essential resources without failure. While the initial application of 3LPP coating may increase project costs, it offers substantial long-term cost benefits. By reducing the need for frequent maintenance and repairs, it proves to be a cost-effective solution, saving operational expenses. Other advantages of 3LPP pipe coating include versatility, resistance to harsh environments, easy inspection, low maintenance and eco-friendliness.
3LPP Coated Pipes consist of multilayer anti-corrosion coatings consisting of an inner layer of fusion bonded epoxy layer, the middle layer is an adhesive layer, and an outer layer of polypropylene. The inner layer is used for protection against corrosion and chemical damage while the outer layer is used for protection against any physical damage in laying and transportation. The 3-layer polypropylene coated pipes are used in oil fields where the resources are drawn from deep reservoirs and at high temperatures (100oC to 140oC). It is highly abrasion resistant and is generally used where the chances of damage are high such as Rocky Mountains or for drilling operations.
Working activities to be carried out by AE Chase Company Limited on the Vent Stacks of the Anokyi Mainline Compressor Station (AMCS) and Esiama Distribution Station include surface preparation (blasting to near-metal whiteness or otherwise as approved by the Client where it is not practical to blast.AE Chase Company Limited will apply paint coatings (3 marine coating systems). Three-Layer Polypropylene Pipeline Coating, or 3LPP pipe coating, deals with polypropylene used as a coating material. This coating system comprises three distinct layers, with each layer serving a specific purpose. In three-layer polypropylene coating, the outermost layer consists of polypropylene, while the middle layer acts as an adhesive that firmly bonds the epoxy layer, creating a permanent fusion. This unique structure provides robust protection against a variety of elements and chemicals, making it an excellent choice for safeguarding steel pipes.
Surface preparation standards used by AE Chase Company Limited include the latest edition NACE, SSPC, ISO, DIN 30670, CSA Z245.21, AS 4321, and IS 3581 Standards. These standards are applied to attain a specified surface profile and cleanliness, followed by one coat of approved epoxy primer coat, MIO mid-coat, and an intumescent topcoat (fireproofing top cost). AE Chase Company Limited achieves a dry film thickness (DFT) of not less than 10mils or as specified by the paint manufacturer. Application of any other new anti-corrosion technologies is subject to the Client’s product Management of Change Procedure. This shall not fall short of the paint manufacturer’s recommendations and as per the client’s approval. The scope of Works normally includes the fabrication and installation of any damaged sections of the fence works and the main vent stack system.
IMAGES FROM COATING & REPAIR WORKS -
















ATEX services
Electrical and electronic equipment such as motors, generators, transformers, circuit breakers, fuses, switches, relays, solenoids and resistors produce significant amounts of heat, arcing and sparking during normal and abnormal operation, which could pose a substantial risk of fire or explosion in facilities where chemicals are manufactured, processed or utilized. To minimize the risk of fires or explosions that could result from this arcing, sparking and heat dissipation, it is critically important that electrical/ electronic equipment be designed, tested and labeled as being acceptable for use in the areas in which they are installed. This holds especially true for hazardous (classified) locations, i.e. locations where flammable, combustible or ignitable gases, vapors, liquids, dust, fibers or flyings may be present, such as the operational facilities.
Hazardous area classification is the evaluation and classification of hazardous (classified) locations using scientific and engineering principles, within facilities where chemicals are manufactured, processed or utilized. Hazardous areas are classified solely for the purpose of ensuring the safe and proper specification and installation of electrical/ electronic equipment located within them. In this masterclass, the Hazardous Area Classification is studied from point of view of various standards like IEC, NPFA, CENELEC etc.
AE Chase helps companies implement and maintain a comprehensive process for monitoring, measuring, analyzing and evaluating the performance of all Explosive Atmosphere (ATEX) equipment within their operational facilities. The comprehensive intervention includes.
- Ex Basic Course Training for Personnel. Building personnel knowledge, understanding, and practice in the preparation, installation, inspection, and scheduled maintenance of equipment installed in potentially hazardous areas according to international standards as IEC 60079, 600529, etc. The training course helps attendees to understand requirements for designing, installing, and maintaining electrical equipment in hazardous areas, providing a review of classifications based on division, zone, and dust, gas and fiber areas. Attendees examine installation requirements based on applicable codes, standards, and best practices. Moreover, attendees are helped to understand the differences between the Codes with respect to Division and Zone classifications, hazardous location product markings, and equipment construction & performance requirements. Participants to this program learn to evaluate prospective installations to determine appropriate wiring methods and equipment selection.
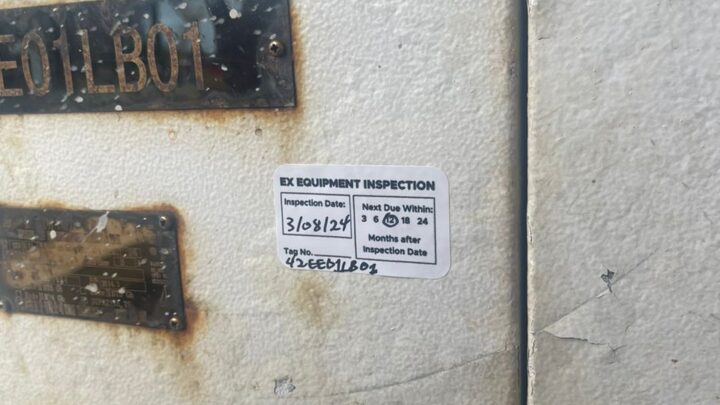
- Our technical Inspection cover electrical, instrumentation, ATEX equipment and fire and gas detectors at Operational Facilities, resulting in the development of a master Ex equipment database as the baseline and the provision of an inspection scheme for implementation.
A recent project: Client – Ghana Gas Company
Images from ATEX services




INSPECTION SERVICES
AE Chase Company Limited conducts comprehensive external visual and thickness measurement inspection using Guided wave, Pulse eddy current(PEC), and other NDT technologies as appropriate to generate corrosion mapping and analysis of TDS, PRMS, SRMS, AMCS, piping, vessel, tanks, heat exchangers and their associated skid components.
The scope of our inspection services includes removal and repair of remaining damaged insulation and coating of insulated columns, piping, and pressure vessels. Additionally, our services put consideration on the following;
- A. Ensuring appropriate inspection methods are used for each vulnerable location for corrosion under insulation and fireproofing identified.
- Ensuring that all insulated lines in the plant are considered for inspection for CUI and properly marked on field.
- Performing the inspections on the vulnerable locations for CUI as identified.
- Raising repair sheet for any major findings and producing report
- Repairing any damage to coating, insulation, jackets, sealants etc.
- Restorng any missing or inappropriately installed insulation for the intended purposes they were installed for.
- Ensuring all susceptible systems for corrosion under insulation and fireproofing are identified and properly marked on inspection drawings
A recent project: Client – Ghana Gas Company
Images from Inspections Services